全國咨詢熱線:024-8936-3215
進給變速箱的結構X6132型銳床的進給變速箱在升降臺 的左邊,為使結構緊湊,變速箱內的傳動軸呈半環狀排列,X6132 型銑床進給變速箱的結構展開圖。軸I為電動機軸,軸11是一根懸臂 短...

為什么說不能錯過第三次革命呢?這跟沈陽機床有什么關系你們肯定會問!這第三次革命就是指的沈陽機床要像賣車一樣的開4s店!這雖然是第三次沈陽機床上的革命,卻取得了一個非常...

草圖必須依賴于一個基準面,開始繪制一個新草圖前必須選擇一個基準面。基準面可以是牲權中已有的坐標平面(如XOY、XOZ、YOZ坐標平面),也可以是實體表面的某個平面,還可以是構造出...
一臺數控磨床,E軸修整器失控,E軸能回參考點,但自動修整或半自動時,運動速度極快,直到撞到極限開關。...

若在加工中心上連續進行粗加工和精加工,夾具即要能適應粗加工時切削力大、高剛度、夾緊力大的要求,又須適應精加工時定位精度高,零件夾緊變形盡可能小的要求。...

溫度與機械設備的運行狀態密切相關。一方面,機械部件的異常舫損和管道的阻塞等常見的故障形式都會造成相應部位的溫度升高。...

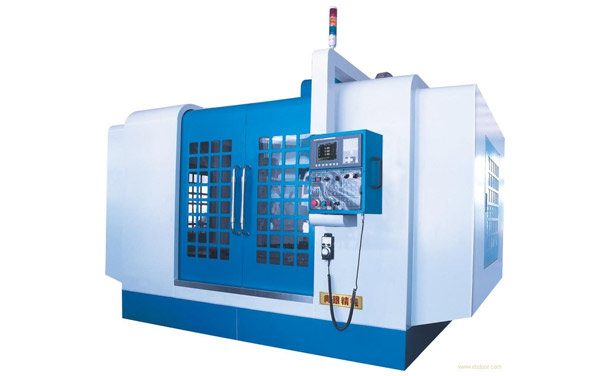
數控機床的機床本體是指其機械結構實體,又稱光機。它與傳統的機床相比較,同樣由主傳動系統、進給傳動機構、工作臺、床身以及立柱等部分組成,但數控機床的整體布局、外觀造...

數控機床的伺服報警的處理引起伺服報警的原因很多,有系統參數設定的問題、驅動器本身的質量問題、伺服系統調整不當等等。有關FSO伺服驅動系統的工作原理與維修技術,可以根據...

選擇與數控機床本身相匹配的刀柄及拉釘,然后把加工所用的刀具裝夾到刀柄上,確保刀具和刀柄的重量不超過機床允許的最大重量。...

數控機床刀具安裝技術要點...

隨著國民經濟飛速發展,制zao業向著高、精、尖方向發展,特別是汽車、船舶、紡織、電子技術、航空hang天的迅猛發展,對機床的精度和生產效率要求也yue來越高,主軸轉速12 000r/min以...

數控機床的維修離不開實際操作,特別是在維修過程中,維修人員通常要進入一般操作者無法進行的特殊操作方式,如:進行機床參數的設定與調整通過計算機以及軟件聯機調試利用P...

